円テーブル、ラウンドテーブル、円卓
素材が生きる!美しい円テーブル
木工教室ブログ:2023/2/9

先日完成した、Sさんの円テーブル。
ラウンドテーブルなどとも言われます。
円が途中で切れて、壁などの他と接続できるのも、おもしろいです。

美しいですね。
カンナ仕上げからサンディングまでの仕上げが良く、
素材が生きています。
単に、「時間をかけて丁寧に」だけでは、こうはなりません。

ちょっと、脇役を付属させて頂きました。

脚3本は、自宅にあったものを再塗装して、この作品にご利用されました。
テーブルを下から覗くと、下写真のようになっています。
金属の板を、天板(甲板こういた)の裏面に取り付け、脚に頭に仕込んだ金属のネジを、この板にねじ込ませています。


オービタルサンダー(サンディングの機械)でサンディング後、手磨き中。
Sさんが、淡々と磨いておられるとき、
作業されている、そのあたりの空気感がちょっと違っていて、
何か「魂」が、手に乗り移っているようで、その「思い」が伝わってきた感覚でした。
Sさん、大変お疲れさまでした
素敵にできて良かったです。
<北九州市 男性>
ご興味の方へ
円を作る
実は、円はさまざまな方法で作れます。
材料の大きさ・重さ、あるいは、一つだけ作る・同じものを幾つも作る、など、ケースに応じていろいろな方法で作ります。
ここでは、材料が大きくて重い場合の、今回の作り方をご紹介いたします。
トリマーで削って円を作る
下写真のように、トリマーに補助具を付けて、円形に動かします。左手で中心部を押さえられていますが、中心に刺した釘が抜けないようにされています。
釘は、下の材料に直接、刺しているのではなく、板を一枚、材料の上に両面テープで貼ってその上に刺し、材料が傷つかないようにしています。
とても原始的ですが、トリマーのセッティングが早いです。

荒切りするか否か
今回、外周を、仕上がりの円より、2~3mm程度の大きい円に「荒切り」しています。その2~3mmが、トリマーによる仕上げ代になります。
「荒切り」無しで、平板から、いきなりこの作業を進めていっても、円の作成は可能です。
但し、2~3mm程度を薄く皮をむくように削るのと違って、荒切りをしない場合、トータルの削る量が増えますので、削る回数(外周をトリマーで回す回数)を増やす必要があります。今回、板厚が30mmと結構厚く、余計に何回も削る必要があります。
削る回数が多いほど、加工ミスのリスクが増え、また、手で押さえている所の「芯ズレ」のリスクが増えます。
荒切りする他のメリットもあります。
トリマーを運ぶときに、身体が材料の角に当ることがない、
また、トリマーの電源コードが角に引っかかることがない。
今回、何かの不都合で、「材料がオシャカになる」とガッカリなので、荒切りを事前に行い、リスクの少ない方法で作業して頂きました。
では、
荒切りは、どうやってする?
現実的には、バンドソーかジグソーで切断します。今回はジグソー切断していますが、そのあたりの詳しい話は、次の機会へと。
パターンビットを使う
下写真は、教室でしょっちゅう使われている、6mmストレートビット。上のトリマー加工はこのビットを使われて加工されています。

このビットは、直径6mm、刃の長さは18mmくらいだったと思います。
材料の厚さが、30mmなので、下まで届きません。
では無くて、このビットだと届きます。
刃を18mm以上下げた場合、刃の無いシャフト部分(直径6mm)が加工済みの部分に当たって、そこがガイドとなって刃が下げれるだけ下げれます。
でも今回、下写真の刃を使いました。
コロ付きビット、倣い(ならい)ビット、テンプレートビット、パターンビットなどさまざまな言い方をされています。
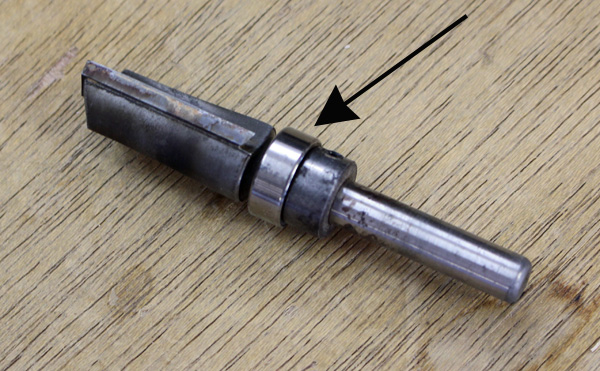
上写真の矢印のところが、コロになってクルクル周ります。
先ほどのストレートビットである程度加工したら、このビットに交換して、
コロを、加工済みの面にあてて、ビットを下げていきます。
これを使うことで、トリマーの補助具は不要になり、中心を手で押さえることから解放され、作業がシンプルになり加工ミスのリスクが減ります。
トリマーはアップカットで切る
トリマーを送る方向ですが、基本は、アップカットで切削します。Sさんが加工されている写真では、材料の外周を、トリマーで「反時計回り」に送る、のがアップカットになります。
反対方向に送るのは、クライムカット言いますが、その辺のお話は次の機会へと。